为了让您更全面地了解我们的<镜湖> 本地 不锈钢焊管【不锈钢型材】型号齐全,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:<镜湖> 本地 不锈钢焊管【不锈钢型材】型号齐全的图文介绍


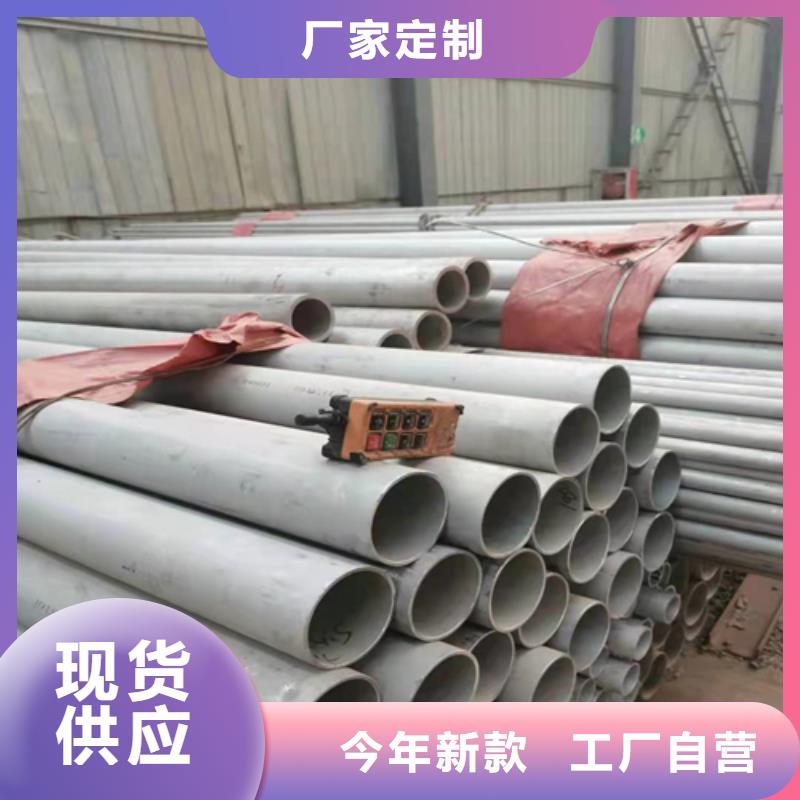
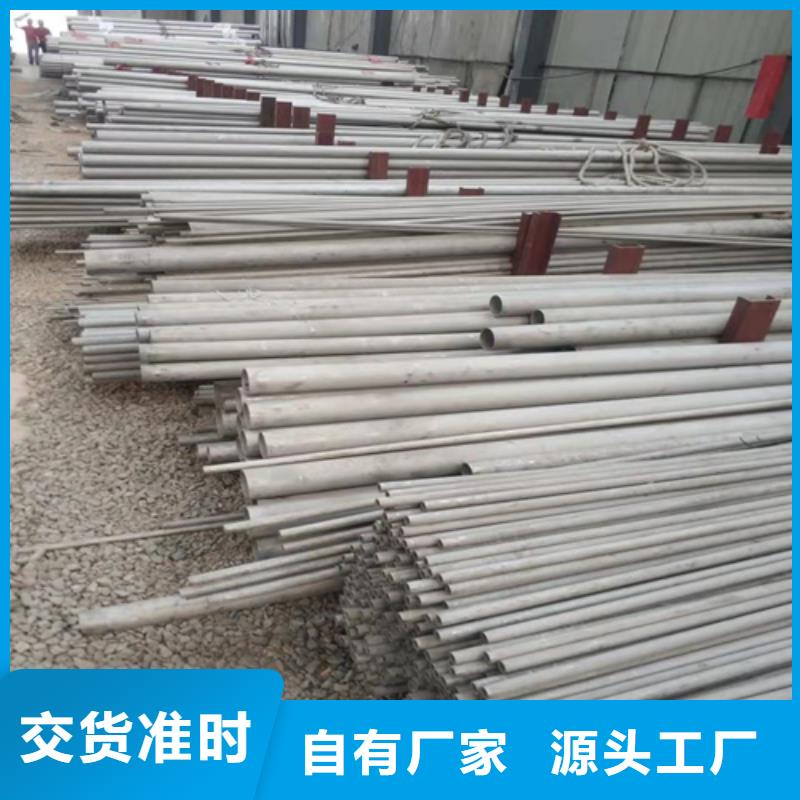
镜湖松润金属材料有限公司专业生产销售各种材质规格镜湖不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢焊管的焊接方法有哪些,不锈钢的焊接方法教程
一.不锈钢焊接方法、不锈钢焊接技术及注意事项
不锈钢管的标准规格有 200多种,大小均有,小管较贵,尤其是毛细管 .毛细管 差得由 304材质生产 ,不然管子简易爆裂 .还可以为客户定做非标规格的管材 .无 缝管主要用于工业上 ,表面为雾面 ,不光洁 .有缝管的表面是光洁面 ,管内有一条很 细的焊接线 ,俗称焊接管 ,主要用于装饰材料 .另有工业流体管 ,其抗压力视壁厚决 定.310与310S为耐高温管.1080度以下能正常使用, 耐温达到1150度.二.不 锈钢焊管生产工艺
原料--分条--焊接制管--修端--抛光--检验(喷印)--包装--出货(入仓)(装饰焊管) 原料--分条--焊接制管--热处理--矫正--矫直--修端--酸洗--水压测试--检验(喷印)-包 装--出货(入仓 )(焊管工业配管用管 )
三.不锈钢常用的焊接方法
主要是手工焊(MMA),其次是金属极气体保护焊(MIG/MAG)和钨极惰性气体 保护焊 (TIG)。
1.焊前准备
4mm 一下的厚度不用开破口,直接焊接,单面一次焊透。4到6mm厚度对接 焊缝可采用不开破口接头双面焊。6mm以上,大凡开V或U,X形坡口。其次:对 焊件,填充焊丝进行除油和去氧化皮。以保证焊接质量。



松润金属材料有限公司用心选材,整体采用高品质材料。做工精细提高产品质量,注重产品细节的制造。主营产品 镜湖316L不锈钢复合板、。我们本着生产优良、经销诚实守信、服务热情周到的服务宗旨和协助伙伴成就事业从而成就自己的事业的立业精神,为客戶提供良好的品质和服务。


镜湖松润金属材料有限公司专业生产销售各种材质规格镜湖不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢焊管焊前预热与焊后热处理有什么作??
不锈钢焊管在焊接?产时需要进?焊前预热和焊后的热处理,这样做有什么作?呢?
1.焊前预热
焊前预热及焊后热处理对于保证焊接质量?常重要。重要构件的焊接、合?钢的焊接及厚部件的焊接,都要求在焊前必须预热。焊前预热的主要作?如下:
(1)预热能减缓焊后的冷却速度,有利于焊缝?属中扩散氢的逸出,避免产?氢致裂纹。同时也减少焊缝及热影响区的淬硬程度,提?了焊接接头的抗裂性。
(2)预热可降低焊接应?。均匀地局部预热或整体预热,可以减少焊接区域被焊?件之间的温度差(也称为温度梯度)。这样,???降低了焊接应?,另???,降低了焊接应变速率,有利于避免产?焊接裂纹。
(3)预热可以降低焊接结构的拘束度,对降低?接接头的拘束度尤为明显,随着预热温度的提?,裂纹发?率下降。
预热温度和层间温度的选择不仅与钢材和焊条的化学成分有关,还与焊接结构的刚性、焊接?法、环境温度等有关,应综合考虑这些因素后确定。另外,预热温度在钢材板厚?向的均匀性和在焊缝区域的均匀性,对降低焊接应?有着重要的影响。局部预热的宽度,应根据被焊?件的拘束度情况?定,?般应为焊缝区周围各三倍壁厚,且不得少于150-200毫?。如果预热不均匀,不但不减少焊接应?,反?会出现增?焊接应?的情况。



镜湖松润金属材料有限公司专业生产销售各种材质规格镜湖不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢的焊接方法不锈钢的焊接方法根据目前世界发展的趋势,光亮连续炉基本分为三种类型:(1)辊底式光亮热处理炉。这种炉型适用于大规格、大批量钢管热处理,小时产量为1.0吨以上。可使用的保护气体为高纯度氢气、分解氨及其它保护气体。可以配备有对流冷却系统,以便较快地冷却钢管。(2)网带式光亮热处理炉。这种炉型适合于小直径薄壁精密钢管,小时产量约为0.3-1.0吨,处理钢管长度可达40米,也可以处理成卷的毛细管。(3)马弗式光亮热处理炉。钢管装在连续的把架上,在马弗管内运行加热,能以较低的成本处理优质小直径薄壁钢管,小时产量约在0.3吨以上。氩弧焊不锈钢焊管要求熔深焊透,不含氧化物夹杂,热影响区尽可能小,钨极惰性气体保护的氩弧焊具有较好的适应性,焊接质量高、焊透性能好,其产品在化工、核工业和食品等工业中得到广泛应用。焊接速度不高是氩弧焊的不足之处,为提高焊接速度,国外研究开发了多种方法。其中由单电极单焊炬发展采用多电极多焊



镜湖松润金属材料有限公司专业生产销售各种材质规格镜湖不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,油气输送用大直径厚壁不锈钢焊管关键技术与装备研发及应用
油气输送是目前全球经济不可或缺的基础建设之一,而大直径厚壁不锈钢焊管在该领域中则扮演着至关重要的角色。针对这一技术和装备,近年来国内外科研工作者们一直在不断研发和应用。
首先,大直径厚壁不锈钢焊管的优点是不亚于其他材料。相较于其他钢质材料,不锈钢具有耐酸、耐碱、耐腐蚀、抗氧化等特性,且寿命长、成本低,更适应长途输送的需求。因此,在油气输送中,选择大直径厚壁不锈钢焊管是一个明智的选择。
其次,大直径厚壁不锈钢焊管在研发和应用方面面临一些挑战。例如,焊管制造中的钢材、连接和涂层技术需要持续创新,以适应更加严苛的工业标准和客户需求。此外,焊管的使用寿命对于油气输送来说非常重要,对于高温、腐蚀等因素需要重点研究。
为了应对这些挑战,国内外科研团队们一直在从以下几个方面研发和应用大直径厚壁不锈钢焊管:
1. 钢材,连接和涂层技术的创新: 针对油气输送过程中的高压、高温、强腐蚀等环境,研究开发有机防腐材料和合金钢、普通不锈钢等新型焊管钢材,探究有效的材料连接方法和新的防腐涂层技术。
2. 焊管结构的改进:焊管的材料选择和制作技术的改进可以提高焊管的强度和耐腐蚀能力,例如采用带有层状结构、双重耐腐蚀层等结构的新型焊管。研究不锈钢晶粒的生长、相变行为、力学行为等,以正确控制焊管成形工艺中的微观治金组织及宏观物理性能分布。
3. 焊管的质量检测技术的提高:大直径厚壁不锈钢焊管作为油气输送领域内的重要组件,需要经过多项质量检测和校验,确保其能够满足行业标准和客户需求。目前,各类检测手段如彩超、X射线、超声波等已广泛应用在焊管检测领域,检测技术也不断更新和优化。
综上,大直径厚壁不锈钢焊管在油气输送领域中的研发和应用一直是国内外科研工作者们的重要课题,这也促进了我国油气输送领域的发展。未来,随着技术的不断革新和原材料的进一步优化,大直径厚壁不锈钢焊管将会在油气输送领域中扮演更加重要的角色。





 扫一扫
扫一扫